





In recent years, Artificial Intelligence and Machine Learning (AI-ML) has almost revolutionised the way different industries function. One such segment is Supply Chain Management. Some of the key factors of Machine Learning that help in optimizing the overall Supply Chain Management process includes supply and demand forecasting, security, inventory and warehouse management, resource planning, optimum delivery time, cost optimization, run-time delivery tracking etc. According to one of the research by “Omega – The International Journal of Management Science”, companies adapting to optimized supply chain management hold a 45%-65% advantage in cash-to-cash cycle as well as holding at least 50% less inventories.
Let us see some of the common challenges faced in Supply Chain Management Process
- Insufficient inventory planning creating either scarcity of products or wastage due to over-storage
- Fluctuations in demand
- Transportation and Logistical uncertainties
- Unpredictable wear and tear of machineries in the production houses
- Tedious manual quality inspection
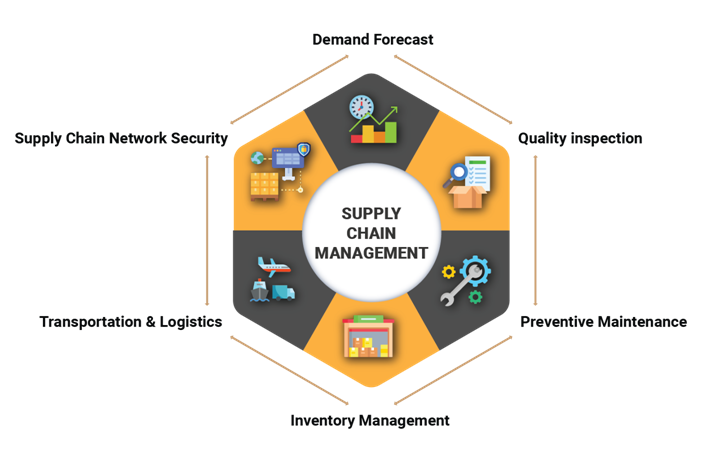
Optimizing Supply Chain Management with Machine Learning
Modern day supply chain management generates huge complex data throughout their process cycle. Machine learning algorithms analyse these vast historical dataset and find recognizable patterns, using it on the current data to make various predictions. Machine Learning services and algorithms can be further classified into various categories such as deep learning, predictive analytics, anomaly detection, etc. This can help manage the supply chain better across industrial domains viz. retail, FMCG, consumer electronics and more.
Below are some of the use-cases reflecting how Machine Learning optimizes Supply Chain Management:
- Accurate Demand Forecasting & Inventory Management using Predictive Analysis:- The demand of the goods in any consumer industry keeps on varying, depending on multiple factors like environment, recent trends, sales, quality etc. Various machine learning models like Support Vector Machine (SVM) and Logistic Regression, can extract hidden patterns based on this historical data, that help a business to predict consumer demand at the given point of time. This in turn enhances inventory management and reduction in storage and inventory cost. Companies like IBM have made extensive use of Predictive Analysis and Image Analytics for their inventory management (if the products are labelled, any package is damaged etc.). On the other hand, Amazon has revolutionised managing inventories in warehouses by deploying Robotics instead of manual human efforts
- Automating Quality Inspection:- Logistic hubs carry out the quality inspection for products manually using human intervention. This is challenging, consumes a lot of time, and is prone to human errors. As a solution to this, Machine Learning uses Visual Analytics and Deep Learning. Algorithms based on Convolutional Neural Network, like image segmentation – including Mask RCNN or YOLACT, can create demarcation between multiple components in the product. It can scan the product for the defects a lot quicker, and can detect the faults accurately, thereby reducing thousands of hours of manual efforts, as well as eliminating human errors
- Transportation & Logistics:- Machine learning helps detect the real-time position of a package in the entire logistic cycle. It provides visibility into the conditions like temperature, humidity, traffic etc. under which a package is being transported. Thus, the impact of these parameters in transportation can be predicted based on historical data.Statistics show that around 30% of total delivery cost is involved in last-mile delivery. Machine Learning helps in creating real-time route optimization by taking into account the number of deliveries to be made in a given zone, and the traffic condition. This effectively optimizes the last-mile delivery cost
- Schedule Maintenance for Machineries:- In manufacturing industries, often the machineries that are used for the bulk production are least paid attention to. This leads to untimely wear and tear of the machinery that can create a huge impact on the product supplies. Machine learning uses algorithms that perform what is known as anomaly detection from the data gathered from devices like accelerometer and gyroscopes attached to the equipment. Based on the vibrational movement of machines, certain anomalies can be detected that indicate the earlier signs of wear and tear. Timely detection of these signs helps to schedule maintenance of the machines preventing critical failures and downtime
- Security:- Supply Chain networks are usually very complex. Most of the time, one or more of the processes from the supply chain management cycle needs to be outsourced to third party providers. Usually, the exchange of information with such providers happens via digital data. This needs to have a greater level of security. Such third party providers create critical risks when they try to infiltrate the company – by trying to access more information than granted access, leaking of credentials etc. Machine Learning algorithms can identify the risks associated with granting access to such third party providers based on the current state of the environment, their history, the content they request etc. and prevent credential abuses
Benefits of Machine Learning in Supply Chain Management
- Optimum inventory management preventing shortages or excess stocking of product
- Reduced time-to-market by automating inspection processes, optimizing transport routes etc.
- On-time product delivery assurance
- Improved relationship between manufacturer and consumer by identifying consumer patterns and offering supply accordingly
- Preparedness for the issues using predictive analysis and taking necessary steps before they actually hamper the production or delivery stages
With machine learning services, VOLANSYS helps businesses transform their supply chain management from a traditional one to intelligent ones to be able to generate actionable insights. Our machine learning experts with hands-on experience in industrial automation understand the challenges faced by businesses in managing supply chain. We have expertise in image analytics, predictive analytics and have designed/developed solutions like vision based auto quality inspection, demand forecasting, machine maintenance prediction for our customers across the globe.
Read our success stories to know how VOLANSYS help organizations design intelligent solutions for their businesses.

About the Author: Pratik Trivedi
Pratik Trivedi is associated with VOLANSYS Technologies past 8 years as Technical Lead in the Engineering division. He has vast experience in Machine Learning and Deep Learning domains including image analytics, audio analytics, as well as ML pipeline deployment on edge.

